
Введение
Производство керамического кирпича относится к одной из перспективных отраслей для капиталовложений даже в условиях экономического кризиса. Качественный кирпич, изготавливаемый на более чем 150 предприятиях Украины, всегда был востребован и пользовался спросом, что проявлялось в стабильном росте его выпуска. Однако устаревающая материальная база многих предприятий по производству кирпича отрицательно отражается на качестве продукции и, как следствие, приводит к снижению рентабельности. Комплексная автоматизация производства наряду с обновлением технологического оборудования является одним из наиболее эффективных способов решения этой проблемы.
Учитывая актуальность вопроса, большой интерес представляет создание типовых программно-технических комплексов (ПТК) АСУ ТП с возможностью их применения с учётом специфики конкретных технологических линий. К решению задачи по созданию АСУ ТП кирпичного завода, расположенного в г. Борзна Черниговской области, НТФ «Инкотех» была привлечена компанией «Братья» (г. Одесса), которая специализируется на проектировании и строительстве современных кирпичных заводов.
Описание объекта управления
Объект управления — реконструируемый кирпичный завод, построенный по типовому проекту СМК-510. Завод состоит из сушильного и печного отделений. Предварительно сформованные и уложенные на рамки сырые заготовки кирпича по рельсовым путям поступают в одну из десяти сушильных камер, где из заготовок удаляется влага. От двух вентиляторов, общих для всех сушильных камер, подаются потоки свежего и рециркулирующего теплоносителя. Ещё один вентилятор используется для отбора из камер отработанного теплоносителя. Регулирование температурного режима в каждой камере осуществляется изменением положения шиберов на потоках теплоносителя и рециркулята. Регулирование давления обеспечивается шибером на линии отбора воздуха из камеры. Перемешивание воздушных потоков в сушильной камере осуществляется за счёт четырёх вентиляторов, расположенных в верхней части камеры. Технологическим нововведением для данного процесса стала установка вентиляторов на подвижные платформы, что позволило обеспечить равномерное распределение теплоносителя в объёмах камер. Платформы приводятся в движение реверсивными электродвигателями и перемещаются по направляющим между крайними точками, определяемыми положениями концевых выключателей. Особенностью процесса является постепенное повышение температуры в камере в соответствии с режимной картой, которая составляется по результатам опытных испытаний. После сушки рамки с высушенными заготовками кирпича перегружаются и транспортируются к туннельной печи, в которой происходит обжиг и закалка заготовок с получением на выходе из печи готовой продукции. В печи обжига длиной 105 м одновременно находятся 38 вагонеток с кирпичами, которые последовательно проходят зоны предварительного нагрева, обжига и охлаждения (закалки). Продвижение состава вагонеток по туннельной печи осуществляется периодически через заданный интервал времени толкания. За одно толкание, которое осуществляется гидравлическим толкателем, состав перемещается на расстояние, равное половине длины вагонетки. Обогрев печи обеспечивается топливным газом, который поступает в шесть боковых горелок в зоне предварительного нагрева (по три с каждой стороны печи) и восемь блоков сводовых горелок в зоне обжига. Подача свежего и рециркулирующего воздуха в печное пространство осуществляется вентиляторами, а дымовые газы отбираются дымососом. Загрузка вагонеток в печь осуществляется через тамбур, оснащённый с двух сторон электроприводными дверями. Ещё одна дверь с электроприводом предусмотрена на выходе из печи. Для обеспечения качественного обжига кирпича необходимо вести процесс в соответствии с двумя эталонными графиками: кривой обжига, определяющей оптимальный температурный режим в каждой зоне, и аэродинамической кривой, характеризующей распределение областей избыточного давления и разрежения в печном пространстве.
Требования к ПТК
Технические требования к функциям контроля и управления ПТК были определены совместно со специалистами ЭПК «Братья». К основным функциям, исходя из специфики объекта управления, были отнесены следующие:
-
автоматическое регулирование температурных и аэродинамических режимов сушильных камер и печи обжига;
-
логико-программное управление процессами сушки кирпича в сушильных камерах в соответствии с режимными картами, которые могут редактироваться оперативным технологическим персоналом;
-
импульсное регулирование температур в зоне обжига туннельной печи путём модуляции частоты включения в работу горелок;
-
дистанционное управление электроприводными исполнительными механизмами (ИМ) — вентиляторами, электромагнитными клапанами на подаче топливного газа и воздуха к горелкам, шиберами, дверями печи обжига;
-
обеспечение продвижения состава тележек по печи в автоматизированном режиме;
-
логико-программное управление включением вентиляторов печи обжига в заданной последовательности по команде оператора;
-
логико-программное управление операцией продувки печи обжига с защитой от подачи топливного газа в коллектор до создания заданного аэро-динамического режима и выдержки в этом режиме в течение заданного времени;
-
обеспечение возможности корректировки всех настроечных параметров системы, включая режимные карты сушильных камер, значения контрольного времени исполнения механизмами поданных команд управления, время толкания состава по печи обжига.
Структура комплекса технических средств
Структурная схема программно-технического комплекса АСУ ТП приведена на рис. 1.

С учётом расположения технологического оборудования производства было принято решение о создании территориально-распределённой системы управления. Для обслуживания участков технологического процесса используются шкафы управления соответствующей комплектации, в которых размещены устройства ввода/вывода, пусковая электроаппаратура, преобразователи частоты. Шкафы установлены в непосредственной близости от обслуживаемого технологического оборудования. Для сбора информации об объекте и формирования управляющих воздействий предусмотрено восемь шкафов с устройствами ввода/вывода сигналов: пять шкафов для обслуживания сушильного отделения и три шкафа для обслуживания печного отделения. Сведения об информационной нагрузке шкафов управления приведены в табл. 1. Для ввода/вывода сигналов использованы модули ICP-DAS серии I-8000. В составе ПТК также предусмотрены три шкафа преобразователей частоты для регулирования производительности дымососа и вентиляторов печного отделения, два шкафа с магнитными пускателями для управления электродвигателями с мощностью свыше 20 кВт, блоки контроля пламени и розжига боковых горелок зоны предварительного нагрева печи обжига, пульты управления дверями и гидравлическим толкателем печи обжига.
Для реализации данного проекта был использован контроллер UNO-2160 фирмы Advantech, обладающий достаточной вычислительной мощностью для выполнения поставленных задач и хорошо зарекомендовавший себя в работе на объектах нефте- и газоперерабатывающей промышленности [1]. Контроллер размещён в шкафу КТП-ТП1, обслуживающем печное отделение. Связь контроллера с устройствами ввода/вывода осуществляется по сети RS-485. Электропитание напряжением 24 В постоянного тока для модулей ввода/вывода, контрольно-измерительных приборов, электромагнитных приводов клапанов обеспечивается от источников питания DLP120 и DLP240 фирмы TDK-Lambda.
Рабочее место оператора
Автоматизированное рабочее место (АРМ) оператора размещено в помещении центрального пункта управления (ЦПУ), который находится на расстоянии 11 м от печи обжига и 85 м от сушильного отделения.
АРМ оператора выполнено на базе ПЭВМ, работающей под управлением операционной системы Windows XP SP2. Система визуализации технологического процесса реализована средствами SCADA-пакета ViSA 7.5, поддерживающего клиент-серверную архитектуру с использованием промышленного стандарта OPC, и обеспечивает выполнение следующих основных функций:
-
отображение информации об объекте управления в виде мнемосхем с периодом обновления данных не более 1 с;
-
разграничение уровней доступа к системе управления на основе паролей;
-
светозвуковая сигнализация выхода значений параметров за предупредительные и предаварийные границы, а также нарушений в работе исполнительных механизмов;
-
дистанционное управление исполнительными механизмами;
-
ведение базы данных технологического процесса, сохранение данных в архивах, представление текущих значений параметров в виде трендов и архивных значений (в виде графиков);
-
отображение и архивирование информационных сообщений, а также сообщений о действиях оператора, нарушениях предупредительных и предаварийных границ параметров, диагностированных неисправностях;
-
формирование сменных рапортов операторов;
-
вывод на печать автоматически и по требованию рапортов, графиков, сообщений.
Для работы с режимными картами процесса сушки был разработан специальный редактор (ActiveX-компонент), впоследствии интегрированный в систему визуализации. Редактор режимных карт позволяет:
-
редактировать значения в таблице параметров;
-
просматривать введённые параметры на графике;
-
сохранять режимные карты на жёстком диске ПЭВМ;
-
загружать в контроллер и получать из контроллера режимные карты для выбранных сушильных камер.
В процессе управления работой сушильного отделения оператор имеет возможность наблюдать за ходом процессов во всех камерах на обзорной мнемосхеме (рис. 2).

Для управления отдельными сушильными камерами предусмотрены детальные фрагменты (рис. 3), на которых представлены сведения о времени начала и завершения сушки, продолжительности сушки, текущем состоянии (пуск, пауза, стоп) программы управления сушкой, а также тренд изменения температуры в сушильной камере и эталонная кривая, построенная по данным режимной карты.

Информация о печном отделении представлена в системе на трёх фрагментах, соответствующих зонам нагрева, обжига и охлаждения. На отдельных фрагментах отображаются кривая обжига (рис. 4) и аэродинамическая кривая туннельной печи.

Программное обеспечение контроллера
Задачи управления процессами были решены при помощи пакета ТехноСи [2], основой которого является одноимённый язык технологического программирования. Пакет содержит полный набор инструментальных средств, необходимых для написания и компиляции программ, их загрузки в контроллер, локальной и удалённой отладки. В состав пакета входят:
-
компилятор исходных текстов программ;
-
интерпретатор программ;
-
отладчик программ;
-
драйвер устройств ввода/вывода;
-
стандартная библиотека функциональных блоков;
-
OPC-сервер для доступа внешних приложений к данным программ на языке ТехноСи;
-
интегрированная среда разработки.
Функциональные возможности системы программирования ТехноСи позволяют вносить коррективы в программы управления без останова контроллера, что очень удобно при выполнении пусконаладочных работ и в процессе эксплуатации системы управления.
Контроллер UNO-2160 работает под управлением операционной системы Windows CE 5.0. Программы управления сушильным и печным отделениями реализованы как две независимые задачи. Каждая задача вызывается на исполнение циклически с периодом 500 мс. Опрос модулей ввода сигналов выполняется в фоновом режиме. Полученные значения записываются в соответствующие программные переменные перед очередным циклом выполнения задачи. В конце цикла осуществляется запись команд в модули вывода управляющих сигналов.
В ходе создания программного обеспечения ПТК были разработаны специальные алгоритмы, которые можно разделить на следующие основные группы:
-
алгоритмы управления исполнительными механизмами — электроприводными дверями, вентиляторами, блоками вентиляторов, гидравлическим толкателем;
-
алгоритмы управления последовательностями технологических операций, к которым относятся процессы сушки заготовок кирпича в сушильных камерах, продвижение состава тележек по туннельной печи, включение вентиляторов туннельной печи в заданной последовательности, выполнение продувки печного пространства;
-
алгоритмы противоаварийной защиты технологического оборудования и процесса.
Использование языка ТехноСи, концептуально схожего с широко распространённым языком системного программирования Си, что выражается в наличии таких мощных языковых средств, как ссылки, функции, структуры, перечисления, макроподстановки, способствовало реализации специальных алгоритмов в программном коде в сжатые сроки и с наилучшим качеством.
Для решения типовых задач регулирования и управления были использованы алгоритмы из состава библиотеки функциональных блоков пакета ТехноСи: алгоритмы ПИД-регулирования, слежения, определения работоспособности контуров регулирования и другие.
Пакеты ТехноСи и ViSA, разработанные НТФ «Инкотех» и ранее применявшиеся при создании АСУ ТП для предприятий нефтехимической отрасли [3], в теплоэнергетике и в пищевой промышленности, также успешно были использованы и при разработке АСУ ТП кирпичного завода.
Результаты
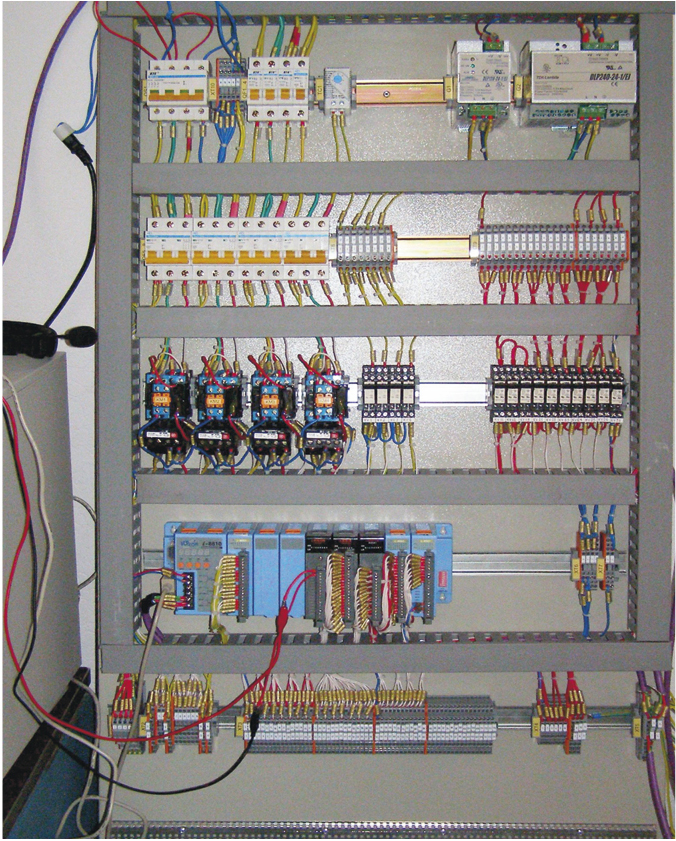
Проектирование ПТК было выполнено в течение апреля–мая 2007 года. В период с июня по сентябрь этого же года фирмой «Инкотех» были укомплектованы, изготовлены и сконфигурированы восемь шкафов управления КТП-ТП и КТП-СК (рис. 5), а также АРМ оператора.
Одновременно с изготовлением оборудования ПТК было разработано пользовательское программное обеспечение системы. В октябре 2007 года на полигоне НТФ «Инкотех» с участием представителей заказчика были проведены комплексные испытания ПТК, после чего оборудование было отправлено на завод. Строительные и монтажные работы на заводе были завершены к началу лета 2008 года. Пусконаладочные работы и ввод АСУ ТП в промышленную эксплуатацию были выполнены компанией «Братья». Участие специалистов НТФ «Инкотех» в процессе внедрения ПТК заключалось в консультациях по вопросам программирования преобразователей частоты и подключения к ПТК термометров сопротивления с градуировочными характеристиками, отличными от предусмотренных в проекте.
Результаты эксплуатации модернизированного производства подтвердили правильность принятых подходов. Использование современных технологических решений и внедрение микропроцессорной системы управления позволило:
-
сократить время сушки заготовок кирпича в сушильных камерах с 72 до 40 часов и, как следствие, увеличить производительность завода с 12,5 до 18 млн шт. условного кирпича в год;
-
уменьшить потребление топливного газа с 230 до 140 кубических метров на 1000 шт. условного кирпича, причём до 10% этой экономии топливного газа было получено за счёт применения импульсного режима регулирования температуры в печи обжига.
Успешная реализация проекта по созданию ПТК АСУ ТП для кирпичного завода способствовала дальнейшему развитию сотрудничества НТФ «Инкотех» и ЭПК «Братья» в области создания современных и конкурентоспособных систем управления для кирпичных заводов. В течение 2008 года были разработаны ещё три проекта АСУ ТП, которые в настоящее время находятся на разных стадиях реализации: один для кирпичного завода в г. Зимогорье Луганской области и два для заказчиков в Российской Федерации. В двух проектах была продолжена линия построения ПТК АСУ ТП на базе контроллеров серии UNO-2160 и системы ввода/вывода серии I-8000. Один проект по требованию заказчика был выполнен на базе аппаратных средств фирмы Siemens — контроллера SIMATIC S7-300 и модульных станций ввода/вывода SIMATIC ET200S. Расширение функциональности проектируемых ПТК осуществлялось по следующим направлениям:
-
автоматизация транспорта сушильных камер, печи обжига;
-
использование радиомодемов для обеспечения взаимодействия между контроллерами АСУ ТП и локальными контроллерами, установленными на подвижных исполнительных механизмах;
-
интегрирование в АСУ ТП локальных блоков автоматического управления теплогенераторами;
-
многовариантная компоновка средств микропроцессорной техники, пусковой аппаратуры, органов местного управления в шкафах ПТК;
-
дублирование управляющих контроллеров;
-
применение специализированных пультов АРМ операторов;
-
использование преобразователей частоты для регулирования производительности вентиляторов сушильного отделения.
Таким образом, опыт, полученный при создании ПТК для управления технологическими процессами кирпичного завода в г. Борзна, стал основой для дальнейшего развития и совершенствования технических решений по автоматизации керамического производства. ●
Литература
-
Витковский С., Дубинский В. Автоматизированная система управления установкой подготовки попутного нефтяного газа // Современные технологии автоматизации. — 2009. — № 4.
-
Бекетов А., Дубинский В. Язык технологического программирования TechnoC // Промышленные АСУ и контроллеры. — 2007. — № 5.
-
Дубинский В., Белюченко Н. Опыт автоматизации процесса олигомеризации олефиносодержащих газов // Современные технологии автоматизации. — 2000. — № 3.
Если вам понравился материал, кликните значок — вы поможете нам узнать, каким статьям и новостям следует отдавать предпочтение. Если вы хотите обсудить материал —не стесняйтесь оставлять свои комментарии : возможно, они будут полезны другим нашим читателям!



