
Введение
Для соблюдения технологического процесса выплавки стали необходима достаточно высокая точность измерения температуры расплава. Желательно, чтобы погрешность измерения температуры металла не превышала ±(5–6) градусов. Существуют две группы методов определения температуры жидкого металла:
-
косвенный – по различным внешним признакам;
-
прямой – при помощи измерительных устройств.
К первой группе относятся методы оценки температуры по виду металла на ложке, по тому, как чисто металл сливается с ложки, по времени, через которое металл на ложке покрывается плёнкой, по характеру застывания металла в пробном стаканчике и др. Ни один из этих методов не может обеспечить требуемой точности определения температуры металла.
Методы прямого измерения могут быть основаны на определении интенсивности излучения или на непосредственном замере температуры металла термопарами погружения.
Для определения температуры металла по интенсивности излучения существуют различные виды пирометров: с исчезающей нитью, радиационные, фотоэлектрические и цветовые. Однако значительная задымлённость рабочего пространства печи приводит к необходимости введения сложных поправок на неполноту излучения объекта. Поэтому эти приборы не нашли применения в сталеплавильном производстве.

Наиболее точным методом измерения температуры жидкой стали считают контактный метод измерения термопарами погружения, при котором определяют истинную температуру металла. Исследования показали, что с указанной точностью может быть измерена только температура металла в данной точке. При определении средней температуры металла невозможно гарантировать эту точность вследствие неравномерного нагрева металла. Неравномерный нагрев может быть обусловлен следующими причинами: конструкцией сталеплавильного агрегата, различной степенью износа футеровки стен, наличием ряда водоохлаждаемых конструкций в зонах рабочих окон и прочих технологических отверстий, а также частыми и длительными открываниями рабочего окна и введениями легирующих и шлакообразующих смесей.
Способ доставки термопар погружения может быть ручным или механизированным. Ручной способ погружения имеет существенные недостатки:
-
дополнительная погрешность измерения средней температуры ванны, вызванная значительным перепадом температур по глубине и изменением точки погружения спая термопары от замера к замеру (данная погрешность может в 2–3 раза превышать вероятную погрешность вторичного прибора);
-
необходимость отключения стале-плавильного агрегата на время измерения (15–20 с) по условиям техники безопасности;
-
невозможность включения термопары в непрерывно работающую систему автоматического регулирования.
Более предпочтителен механизированный способ погружения, дающий хорошую воспроизводимость показаний.
Центр создания автоматизированных систем (ЦСАС) Управления механизации и автоматизации (УМА) ЗАО «Фирма «СТОИК» специализируется на разработке таких систем. Нами успешно внедрены манипуляторы замеров параметров расплавов и отбора проб в таких технологических агрегатах, как конвертеры, электросталеплавильные печи, различные установки внепечной обработки стали, сталь и промковши.
Описываемые в статье системы измерения температуры, окислённости и отбора проб расплавов стали успешно запущены на шахтных электросталеплавильных агрегатах Череповецкого металлургического комбината (ЧерМК) ОАО «Северсталь». Конструктивно система измерения представляет собой манипулятор с двумя каретками доставки жезлов (измерительного и отборочного).
Архитектура системы управления манипулятором
Ввиду конструктивных особенностей измерительных датчиков конструкция промышленного манипулятора предусматривает наличие жезла и механизма его доставки до точки измерения. Как правило, механизм доставки – это каретка, перемещающаяся по направляющим. Неотъемлемой частью привода каретки является подсистема управления скоростью, наличие которой обусловлено необходимостью погружать измерительный зонд в расплав медленно, с весьма малой скоростью. Перемещать же зонд до уровня металла следует максимально быстро, дабы не допустить его преждевременного сгорания. Если уровень жидкого металла может существенно меняться по ходу процесса, то система дополняется прибором определения зеркала металла; в противном случае скорости можно переключать, определяя положение каретки на направляющей. Для решения этой задачи хорошо зарекомендовали себя энкодеры.

Учитывая наличие прочих механизмов по приведению манипулятора в рабочее положение, вырисовывается структура системы управления для таких агрегатов, показанная на рис. 1. В принципе, она ничем не отличается от любой традиционной системы такого рода, за исключением выделения задач по позиционированию кареток в отдельную подсистему, способную осуществлять автоматический возврат каретки в исходное положение вне зависимости от состояния основной системы управления.
Основные подсистемы и управляющий контроллер
Подсистема управления и индикации представляет собой конгломерат текстовой панели оператора и пультов управления с кнопками, переключателями и сигнальными лампами предпусковой сигнализации. Всё перечисленное оборудование – от компании Siemens. Особо хочется упомянуть операторскую панель OP 77A. Она оптимизирована для применения в относительно небольших АСУ: 8 программируемых клавиш, 4 программируемых светодиода, поддержка сигнальных процедур Alarm S, математические функции, планировщик задач, работа с рецептами, администрирование пользователей – и это лишь часть её функциональных возможностей, позволяющих создать весьма удобный пользовательский интерфейс. Панель ОР 77А решает задачи по изменению настроек работы автоматического режима, отображению диагностической и сервисной информации. Есть возможность с помощью этой панели адаптировать работу манипулятора в аварийных режимах.
Подсистема управления приводами механизмов представлена низковольтными коммутационными и защитными аппаратами SIRIUS. Высокое качество и широкая гамма изделий этой серии продукции Siemens стали основополагающими факторами при их выборе для управления приводами.
Подсистема аварийного отключения работает вне зависимости от работы остальных подсистем и обеспечивает надёжную остановку и блокировку управления приводами в аварийных ситуациях на аппаратном уровне. Подсистема активизируется нажатием одной из кнопок аварийного отключения.
Подсистему позиционирования кареток представляют пристраиваемые оптоэлектронные инкрементальные датчики SIMODRIVE sensor (Siemens) в комбинации с модулями быстрого счёта FM350-1 и коммутационной аппаратурой. Подсистема с необходимой точностью останавливает механизмы передвижения кареток, измеряет скорость их передвижения и предоставляет необходимую информацию для диагностики работы оборудования. Надо отметить, что манипулятор снабжён двумя механизмами передвижения кареток (для измерительного и для отборочного жезлов). Задача позиционирования кареток сводится к тому, чтобы, во-первых, определить уровень металла в ванне электросталеплавильного агрегата, а во-вторых, погрузить жезлы на заданную глубину.
Основу подсистемы определения состояния механизмов составляют индуктивные датчики ВБИ («Сенсор») в количестве 5 штук. В принципе, это неплохие датчики, если соблюдать условия их эксплуатации. В частности, в металлургии большая часть полевого оборудования находится длительное время или эпизодически под влиянием высоких температур, а так как корпус датчиков ВБИ выполнен из пластмассы, то практически всегда не лишним будет защитить их от нагрева.
Основой АСУ является программируемый логический контроллер. На него возлагается решение следующих задач:
-
управление приводами механизмов манипулятора в автоматическом режиме;
-
сбор, обработка и архивация данных от подсистемы измерения параметров расплава;
-
диагностика работы оборудования.
Для решения этих задач был выбран контроллер из серии SIMATIC S7-300 (Siemens) в комплектации, представленной в табл. 1.

Расположение выбранного контроллера в шкафу управления (шкаф фирмы Rittal, серия AE, степень защиты IP56) показано на рис. 2.

Выбор в пользу именно этого контроллера сделан по целому ряду причин. Во-первых, управление подобного рода манипуляторами хоть и кажется на первый взгляд задачей весьма тривиальной, но на практике усложняется за счёт большого количества возможных аварийных ситуаций, в которых АСУ должна отработать максимально быстро и без потерь для производства. Контроллер серии S7-300 способен решить все возможные проблемы, между тем как контроллер серии S7-200 в данном случае проигрывает по производительности и функциональным возможностям, а контроллер серии S7-400 оказывается функционально избыточным, и его выбор ведёт к неоправданному удорожанию системы. Во-вторых, утилита S7-PDIAG, применяемая при работе с контроллерами серии S7-300, существенно упрощает и систематизирует процедуру решения задач по диагностике. В-третьих, было учтено пожелание заказчика использовать при проектировании то оборудование, в отношении которого уже есть опыт эксплуатации на предприятии. Контроллеры SIMATIC S7-300 хорошо себя зарекомендовали при эксплуатации в тяжёлых условиях металлургического производства, в первую очередь, как надёжные и удобные в обслуживании контроллеры. К ним применимо большое количество языков программирования, что существенно облегчает процесс создания программного обеспечения и, в конечном счёте, создаёт условия для расширения функциональных возможностей АСУ в целом. Также для них создан большой объём сервисного программного обеспечения, которое, безусловно, упрощает работу с этими контроллерами. Надо особо отметить, что для контроллеров именно данной серии существует ряд специализированных для определённых задач модулей, которых в арсенале других производителей обнаружить не удалось.
Необходимо упомянуть и о составляющих подсистемы измерения параметров расплава. На сегодняшний день бесспорным лидером в производстве средств измерения контактным методом является фирма Heraeus Electro-Nite. Приборы Celox и Digitemp этой фирмы зарекомендовали себя как наиболее точные и надёжные средства измерения параметров жидкого металла. В описываемой системе используются приборы Celox, штатными областями применения которых являются измерение температуры стали и активности кислорода, измерение активности кислорода в шлаке, а также расчёты содержания углерода или алюминия в стали и цветных металлах. Данный прибор может использоваться с различными первичными преобразователями (термопарами), для каждого из которых в него загружается соответствующее программное обеспечение. Управляемый микропроцессором прибор обеспечивает анализ термоэдс, генерируемой термопарой; выделение температурной площадки производится путём сравнения фактического изменения термоэдс за заданный промежуток времени с допустимым значением этого изменения при последующем усреднении результатов.
Принцип работы приборов Celox
После начала процедуры измерения прибор фиксирует так называемую «площадку», то есть вектор измеренных значений за определённый промежуток времени. Если диапазон этих значений лежит в пределах 3 градусов, то замер считается успешно завершённым и фиксируется последнее измеренное значение. Приращение измеряемого сигнала определяется путём сравнения значений температуры в трёх измерительных тактах, что при частоте преобразования 50 Гц соответствует интервалу 40 мс.
Прибор Celox способен определять уровень металла: фактически он выдаёт дискретный сигнал при обнаружении зеркала металла, что соответствует той точке, где скорость изменения температуры начинает резко увеличиваться.
Непосредственно сам процесс измерения температуры расплава начинается после того, как измеренное значение превысит заданный минимум. Результат измерения передаётся по RS-232 в контроллер SIMATIC S7-300. Если результат не фиксируется за определённый контрольный промежуток времени, то прибор генерирует событие «Сбой измерения» и дискретным сигналом извещает об этом контроллер. При любом исходе программа контроллера должна извлечь измерительный жезл из расплава, чтобы не допустить выхода из строя измерительной линии.

Принцип работы прибора Celox поясняет график на рис. 3, а в табл. 2 приведены комментарии к контрольным точкам на этом графике.

Принцип измерения активности кислорода (окислённости) тот же, что и при измерении температуры. Измерение выполняется отдельным измерительным каналом с использованием, как правило, комбинированных погружных зондов.
Программное обеспечение
Базовое программное обеспечение STEP7 содержит набор стандартных инструментальных средств для систем автоматизации SIMATIC S7, SIMATIC C7 и SIMATIC WinAC. Оно делает операции программирования, наладки, диагностики и обслуживания перечисленных систем простыми, удобными и наглядными. STEP7 содержит набор функций для выполнения всех фаз разработки проекта:
-
конфигурирование и настройка аппаратуры;
-
установка коммуникационных соединений;
-
программирование;
-
тестирование, ввод в эксплуатацию и обслуживание;
-
документирование проекта и архивирование данных;
-
диагностика.
Ввиду того что установка имеет длинные направляющие для движения кареток, любого рода путевые выключатели могут работать нестабильно вследствие большой инерционности. Также наличие различных механизмов, приводящих установку в рабочее состояние, усложняет процесс написания и отладки алгоритма взаимодействия. Поэтому лучшим способом программирования для установок подобного рода являются конечные автоматы, реализуемые с помощью языка S7-HiGraph. Этот язык расширяет функциональную область действия STEP7 путём включения графического метода программирования для графов состояния (рис. 4).
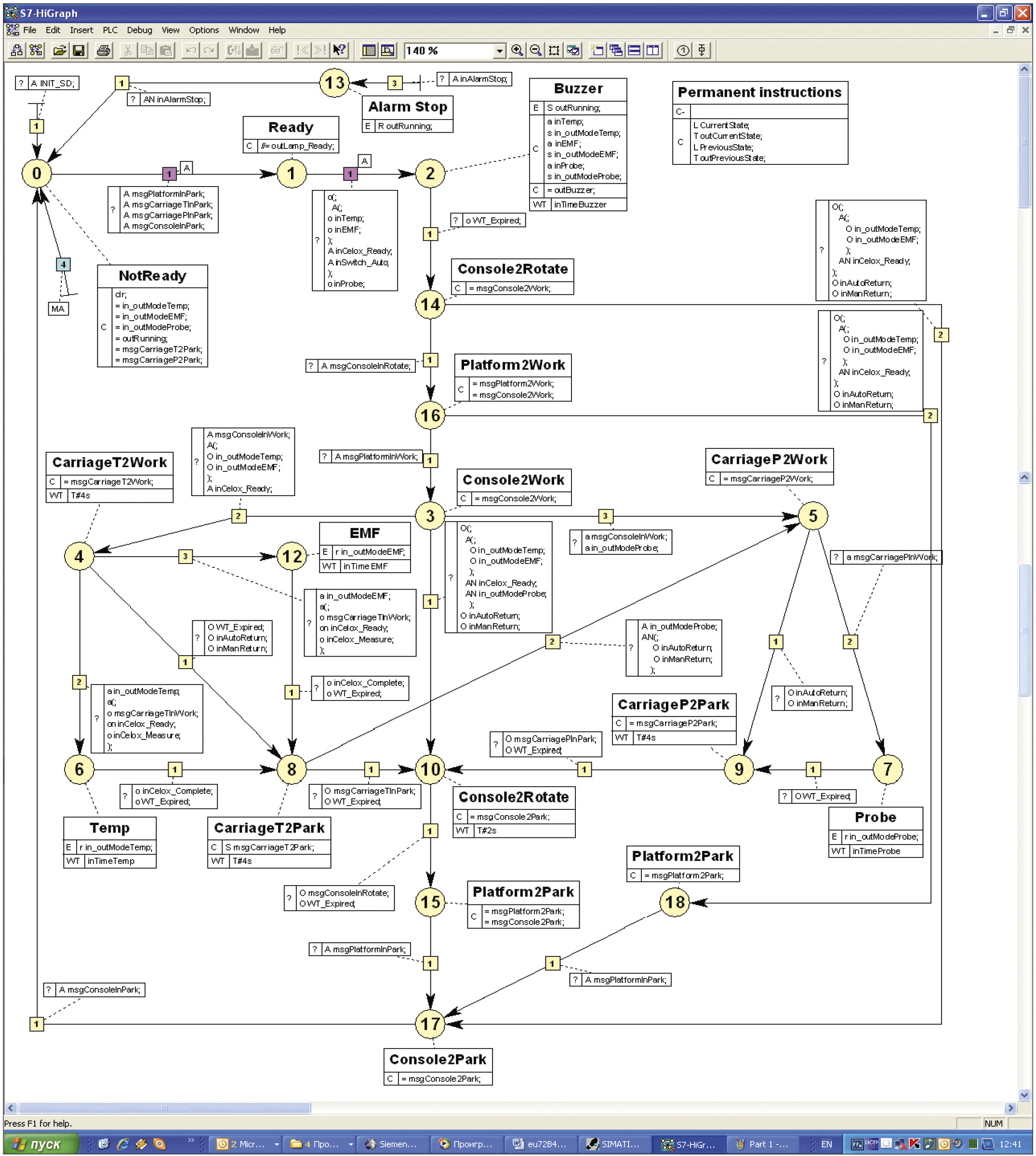
Используя S7-HiGraph, можно программировать процессы, которыми вы хотите управлять посредством программируемого контроллера SIMATIC, быстро и легко. Процесс разделён на индивидуальные графы состояния с ясно определённой функциональной областью действия. Функциональная последовательность представлена графически и может быть задокументирована в графической и текстовой форме. S7-HiGraph позволяет писать программу контроллера не только программисту, но и инженеру-технологу или специалисту в области автоматики.
Разработка диагностических функций осуществлялась с применением утилиты SIMATIC S7-PDIAG, которая позволяет повысить коэффициент готовности оборудования и обеспечивает возможность быстрого поиска, анализа и устранения неисправностей. С помощью пакета SIMATIC S7-PDIAG можно создавать однородные процедуры диагностирования контроллеров SIMATIC S7-300/S7-400/C7, а также формировать диагностические процедуры, позволяющие обнаруживать не только внутренние отказы контроллера, но и отказы в его внешних цепях.
Сочетание пакета SIMATIC S7-PDIAG с пакетом конфигурирования панелей оператора SIMATIC ProTool делает возможным построение мощных диагностических систем, в которых легко обнаруживаются различные неисправности, а возникновение ошибок сопровождается выводом определяемых пользователем текстовых сообщений и значений параметров, вызвавших появление этих ошибок.
Заключение
На сегодняшний день внедрены системы измерения температуры и окислённости и отбора проб на двух шахтных электросталеплавильных печах, на печи-ковше и вакууматоре электросталеплавильного цеха, а также на участке перелива чугуна конвертерного цеха ЧерМК ОАО «Северсталь». Внедрённые системы весьма надёжны и неприхотливы в эксплуатации и обеспечивают точность измерения температуры ±3 градуса. Относительная погрешность измерения окислённости составляет 0,5%, а точность позиционирования кареток ±20 мм. Время отбора проб корректируется измеренным значением температуры; отбор проб производится на той же глубине, что и измерения.
Подобные системы существенно улучшают условия труда технологического персонала и снижают уровень травмоопасности на производстве.
Внедрение манипуляторов для автоматизированного измерения параметров расплавов позволяет сократить время выплавки и увеличить количество достоверных измерений, повышая таким образом производительность сталеплавильных агрегатов. ●
E-mail: sa.chistyakov@hotmail.com
Если вам понравился материал, кликните значок — вы поможете нам узнать, каким статьям и новостям следует отдавать предпочтение. Если вы хотите обсудить материал —не стесняйтесь оставлять свои комментарии : возможно, они будут полезны другим нашим читателям!



