
Среда и метод разработки АСУ ТП
В течение почти десяти лет мы получили опыт работы с различными фирмами, поставляющими программное обеспечение (ПО) для верхнего уровня автоматизации. И если для автоматизации небольших локальных установок нам хватало собственных разработок, то для решения задачи автоматизации цеха или целого завода необходимо использование специализированного ПО известных фирм, имеющих опыт работы в пищевой промышленности и готовые решения в виде библиотек, а также программных и графических блоков. И перед тем как приступить к новому проекту, нужно определиться, в какой среде и на каком оборудовании будет идти разработка.
У нас уже имелся опыт работы с контроллерами и софт-контроллерами Siemens, но появление библиотек APF TP (Advanced Process Functions Technological Package), одной из последних разработок фирмы Siemens, стало приятной неожиданностью со стороны нашего давнего партнёра. И нам было тяжело удержаться от соблазна быть среди первых, кто освоил эту среду разработки. Тем более, что заявленные характеристики совпадали с задачей модернизации молочного завода.
Разработка АСУ ТП молочного завода состояла из следующих шагов:
-
построение модели объекта автоматизации согласно функциональной и технологической схеме в среде разработки Piping HMI Engine (PHMIE);
-
освоение библиотек APF TP, разработанных компанией Siemens специально для использования в АСУ ТП пищевых производств с трубопроводами (Process Piping System);
-
отработка на построенной модели технологических операций (на данном этапе выявляется большое количество ошибок проектирования и программирования);
-
обучение на виртуальной установке операторов технологического процесса (использование модели PHMIE позволяет экономить материалы: воду, пар, моющие растворы, продукт и его компоненты);
-
проведение пусконаладочных работ на реальном объекте автоматизации и сдача результатов заказчику;
-
поддержание модели виртуального завода в актуальном состоянии для выполнения задач гарантийного обслуживания.
Последний пункт подразумевает дальнейшую работу с PHMIE: в модель вносятся корректировки, в виртуальный контроллер загружается действующая на объекте программа, и в случае возникновения каких-то непредвиденных ситуаций на заводе можно воспроизвести те же условия в виртуальной среде и выявить неисправность на модели, без потерь продукта и материалов. Это значительно сокращает время от начала выявления ошибки до её устранения, а также командировочные расходы. Уменьшается время простоя оборудования у заказчика, а при наличии средств удалённого доступа проблема может быть решена в считанные часы без всяких командировок. К сожалению, появляются дополнительные затраты на разработку модели, сравнимые со стоимостью разработки операторских интерфейсов. Данные затраты могут окупиться при проведении приёмо-сдаточных испытаний (FAT – Factory Acceptance Test), сокращении срока пусконаладочных работ и гарантийном обслуживании, но только при чётком следовании техническому заданию и отсутствии изменений в технологии, вносимых по требованию заказчика на последних стадиях разработки.
Во время разработки АСУ ТП таким способом нужно решить следующие вопросы:
-
стыковка PHMIE и ПО верхнего уровня АСУ ТП;
-
использование виртуального контроллера;
-
переход от модели к реальному объекту и от объекта к модели;
-
переход от виртуального контроллера к настоящему «железу».
Все эти проблемы успешно решаются в нашем комплексе АСУ ТП.
Структурная схема программно-аппаратного комплекса АСУ ТП представлена на рис. 1.
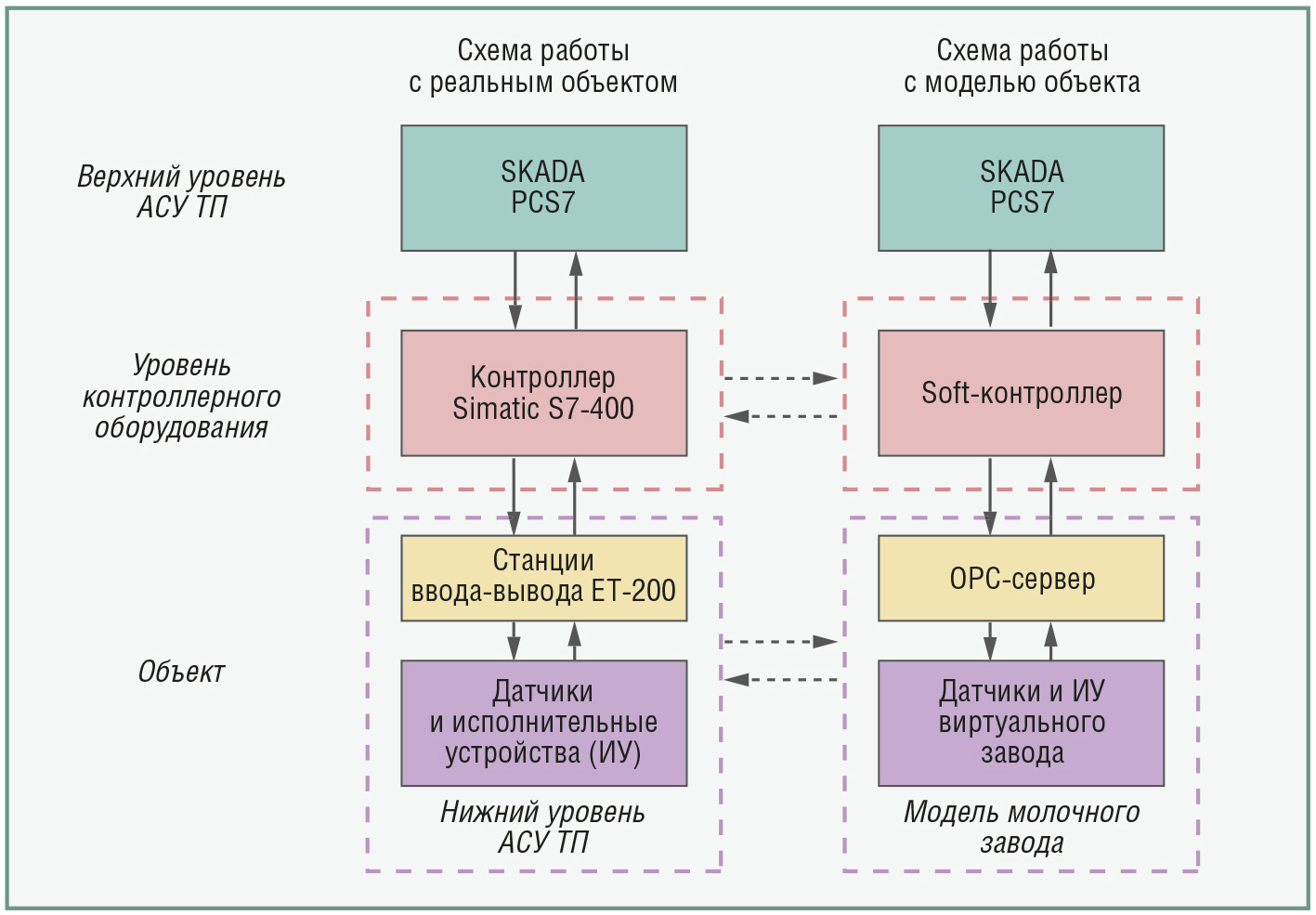
Пунктирными стрелками связаны блоки, которые могут взаимно заменять друг друга, вертикальные стрелки показывают движение информационных потоков.
Для аппаратной части АСУ ТП выбирается надёжная современная элементная база:
-
управляющий контроллер Simatic S7-400 фирмы Siemens;
-
станции и модули ввода-вывода фирмы Siemens ЕТ-200М;
-
для шкафов управления используется электрощитовое оборудование Phoenix Contact, а также выключатели, автоматы защиты, реле фирм Schneider-electric и АВВ;
-
корпуса шкафов заказываются у фирмы Rittal;
-
датчики приближения фирмы Omron;
-
датчики потока IFM;
-
датчики давления и температуры фирмы Jumo;
-
датчики электропроводимости и частотные преобразователи фирмы Danfoss;
-
расходомеры фирмы Endress+Hauser;
-
пневмоострова (пневмораспределители) фирмы Festo;
-
клапаны фирм Alfa Laval и Kieselmann GmbH.
Молочный завод разделён на несколько технологических отделений (рис. 2, 3): приёмка, восстановление молока, пастеризация, отделение кисломолочной продукции, упаковка и т.д.


Поскольку мы имеем дело со скоропортящимся продуктом, то неисправность в одном отделении не должна влиять на другие, не связанные с ним в одну технологическую цепочку. По этим причинам АСУ ТП носит распределённый характер – каждое отделение оснащается шкафами КИПиА (рис. 4), которые связываются между собой и управляющим контроллером сетью PROFIBUS-DP. При необходимости шкафы управления оснащаются небольшими сенсорными панелями Siemens.

Особенности автоматизации молочных производств
Поскольку основными объектами автоматизации являются пищевые производства, то помимо обычных приходится решать ещё ряд специфических задач:
-
реализация последовательности шагов безразборной мойки;
-
подготовка моющих растворов;
-
отслеживание статуса объектов мойки – танков и трубопроводов;
-
расчёт объёмов вытеснения и перекачки продуктов и сред;
-
взаимодействие с оборудованием сторонних заказчиков;
-
составление отчётов о выполненных оператором действиях и проведённых операциях.
И этот список далеко не полон.
Перечисленный комплекс задач предъявляет ряд требований к контроллерному оборудованию и SCADA-системе, которым удовлетворяют далеко не все производители, но APF TP позволяет успешно решать эти задачи на верхнем уровне.
Рассмотрим некоторые шаги процесса разработки на примере производственного участка приёмки молока. Приёмный танк в среде PHMIE выглядит так, как это показано на рис. 5.

Здесь перемещение продукта по трубопроводу отображается бегущей линией, цвет которой может изменяться при смене продукта. Это позволяет выявлять ошибки в схеме трубопроводов, «мертвые зоны» для мойки и т.п. В PHMIE задаются производительности насосов, отображаются положения ручных задвижек. Также моделируются процессы передачи тепла в теплообменниках, что позволяет проверить работу регуляторов.
Вид этого участка производства в графической среде Siemens WinCC PCS7 в традиционном цветовом оформлении представлен на рис. 6.

Возможности и перспективы работы с библиотеками APF TP
Молочные библиотеки Siemens содержат следующие компоненты и опции:
-
Автоматическое отслеживание статусов трубопроводов и танков («вымыт», «под продуктом», «нуждается в мойке» и т.д.).
-
Встроенные блоки для создания алгоритмов операций станций мойки.
-
Инструменты для построения отчётов о проведённых операциях.
-
Инструменты для выполнения требований технологии и гигиены – счётчики для контроля заданного количества прошедшего через трубопровод продукта, таймеры для изменения статуса танка.
-
Систему оповещений и внутренних блокировок (например, продукт можно подать только в чистый танк).
При автоматизации локальных установок на перечисленные операции тратилось огромное количество времени. В библиотеках APF TP Siemens это выполняется путём конфигурирования, что значительно облегчает разработку и отладку системы.
Стоит отметить, что библиотеки APF TP, предназначенные для программирования операций мойки оборудования, отличаются наглядностью и простотой создания и настройки отдельных шагов процесса мойки. Последующая стыковка шагов в операции также отличается лёгкостью. Для каждой операции возможна загрузка значений технологических параметров единым набором:
-
длины трубопроводов, задействованных в операции;
-
задания для счётчиков продукта и сред;
-
пороговые значения температур и концентраций продукта и используемых сред (горячая, холодная вода, моющие растворы и т.д.);
-
предельные значения уровней жидкости в танках и т.п.
Предусмотрена возможность создания собственных блоков на основании тех, что имеются в библиотеках.
Технологические операции программируются в схемах CFC (Continuous Flow Chart) и SFC (Sequential Function Chart), что даёт широкие возможности для реализации технологических регламентов любой сложности.
К тому же APF TP содержит:
-
управление используемыми материалами (Material Manager);
-
управление лотами (Storage Locations Lots);
-
управление пользовательскими архивами (User Archive).
С учётом того, что, кроме перечисленных инструментов, в графической части уже имеются готовые объекты с насыщенной внутренней структурой для визуализации процесса: трубопроводы, танки, клапаны, – с использованием Siemens APF TP открываются широкие возможности для автоматизации заводов пищевой промышленности.
Краткий итог
Использование инструментов APF TP Siemens значительно ускорило время разработки проекта за счёт применения готовых решений, специализированных для автоматизации молочных производств. Для заказчика затраты на такие программные средства окупаются за счёт экономии используемых материалов и сред, точной дозировки компонентов, ведения архивов параметров и более быстрого ввода объекта в эксплуатацию.
В настоящее время АСУ ТП, использующая библиотеки APF TP, успешно прошла приёмо-сдаточные испытания и активно внедряется на молочном заводе производительностью 85 тонн молока в сутки. ●
E-mail: shwet77@rambler.ru
Если вам понравился материал, кликните значок - вы поможете нам узнать, каким статьям и новостям следует отдавать предпочтение. Если вы хотите обсудить материал - не стесняйтесь оставлять свои комментарии : возможно, они будут полезны другим нашим читателям!





