
Введение
Технологический объект управления
В республиканское унитарное предприятие «Производственное объединение «Беларуськалий» входят четыре рудоуправления и два строящихся рудника. Каждое рудоуправление состоит из рудника, обогатительной фабрики и вспомогательных цехов. Добыча калийной руды ведётся с двух либо трёх горизонтов. Кроме полезной составляющей руды — сильвита (KCl), наверх поднимаются галит (NaCl) и нерастворимый остаток в виде глины. После переработки на обогатительных фабриках галитовые отходы складируются на солеотвалах, а глина сбрасывается в шламохранилища.

Объёмы добываемой руды таковы, что для её транспортировки от добычных комплексов к стволам эксплуатируется более четырёхсот километров конвейерного транспорта. На каждом горизонте транспортировка руды ведётся с нескольких направлений добычи. При этом от каждого добычного комплекса руда вначале транспортируется панельными (перемонтируемыми), а затем магистральными (стационарными) конвейерами. На один магистральный конвейер может перегружаться руда нескольких панельных конвейеров. Как правило, панельные конвейеры (панель) имеют длину до 600–700 метров, магистральные (магистраль) — до 1700 метров.
Постановка задачи
Существовавшие средства автоматизации подземного конвейерного транспорта не позволяли получать в центре управления (диспетчерской рудника) оперативную и полную картину его работы с указанием причин и характера неисправности. Схемы управления были громоздки, требовали большого количества кабельной продукции. Это приводило к значительным потерям рабочего времени на ремонт оборудования. В то же время у работников объединения уже имелся опыт разработки, внедрения и эксплуатации систем управления протяжёнными конвейерными линиями на базе микропроцессорной техники: с ноября 1998 года эксплуатируется система управления конвейерами солеотвала 3-го рудоуправления с использованием контроллеров S7-300 и S7-200 фирмы Siemens и ПЭВМ. Аналогичные системы применялись в остальных рудоуправлениях, поэтому в 2001 году руководством объединения была поставлена задача создать подобную систему и для рудников.
Разработка системы управления
Анализ зарубежного опыта, в том числе опыта предприятий России, не дал на тот момент положительных результатов. Систем управления длинными разветвлёнными конвейерными линиями рудников на базе микропроцессорных контроллеров, соответствующих средств передачи данных и ПЭВМ не было найдено. Проектные и конструкторские разработки аппаратуры управления велись силами специалистов по автоматизации объединения с привлечением специалистов головного института ОАО «Белгорхимпром». В 2004 году опытно-промышленная система управления заработала на пяти магистральных конвейерах горизонта – 420 метров рудника 3-го рудоуправления. В последующие два года на микропроцессорную аппаратуру было переведено управление магистральными конвейерами всех рудников. Изготовление аппаратуры комплекса микропроцессорного управления конвейерами (далее КМУК) выполняет компания «ПАССАТ», которая имеет на это ТУ и право изготовления.
Описание комплекса микропроцессорного управления конвейерами
Состав и структура
В состав КМУК входят следующие блоки:
-
центр управления (ЦУ) — рабочее место оператора конвейерного транспорта в диспетчерской рудника;
-
блок передачи данных (БПД) — сетевое устройство, предназначенное для организации связи между поверхностной и подземной частями комплекса;
-
центральная станция (ЦС) — устройство на базе микропроцессорного контроллера семейства SIMATIC S7-400, предназначенное для управления разветвлённой конвейерной линией одного направления;
-
блок управления конвейером (БУК) — устройство на базе микропроцессорного контроллера SIMATIC S7-300, предназначенное для управления магистральным конвейером;
-
блок управления панельным конвейером (БУК-П) — устройство на базе микропроцессорного контроллера SIMATIC S7-200, предназначенное для управления панельным конвейером;
-
усилитель сигнала (УС) — устройство, содержащее повторитель RS-485;
-
устройство контроля состояния концевых выключателей и датчиков (УКСКВД) — устройство, предназначенное для контроля состояния датчиков, кабелей подключения датчиков и передачи информации на БУК по каналу RS-485;
-
специализированные блоки питания и контроля отключения силовых аппаратов (БПР).
Пример структурной схемы комплекса для одного из направлений приведён на рис. 1.
")
Способы коммуникации
При выборе способов коммуникации между составными частями комплекса разработчики руководствовались следующими требованиями:
-
удаление ЦС от ЦУ — до 3000 м, при этом на первоначальном этапе было необходимо использовать существующие телефонные кабельные линии, проложенные в стволе рудника;
-
в качестве полевой шины должен быть использован медный кабель, так как эксплуатация оптоволоконного кабеля в то время в условиях рудника была связана со значительными трудностями;
-
максимальное удаление БУК от ЦС — до 10 000 м (длина магистральной конвейерной линии), количество БУК в одном направлении — до 15;
-
максимальная длина панели — до 7000 м, количество БУК-П в одной панели — до 15;
-
задержка передачи команды управления от ЦУ до любого БУК — не более 1 с;
-
задержка отображения состояния конвейера при его изменении — не более 2 с.
Для связи ЦУ и ЦС (подземной и поверхностной частей комплекса) была выбрана сеть Ethernet. На первом этапе использовались DSL-модемы и существующие телефонные кабельные линии. Впоследствии между поверхностью и подземными горизонтами были проложены оптоволоконные линии связи. Блоки передачи данных, имеющие в своём составе промышленные коммутаторы MS20-16 (серия MICE) компании Hirschmann, позволяют использовать в качестве основной линии оптоволоконный кабель, а в качестве резервной — медный телефонный или организовать «кольцо» с использованием двух оптоволоконных кабелей, проложенных по разным стволам рудника. Так как каждый из четырёх рудников объединения имеет свои особенности, в настоящее время применяются оба варианта.
Для соединения ЦС с БУК была выбрана сеть PROFIBUS-DP, ведущим устройством в которой является ЦС, а ведомыми — блоки БУК магистральной конвейерной линии. Для каждой панельной конвейерной линии создаётся отдельная сеть PROFIBUS-DP, ведущим устройством в которой является БУК магистрального конвейера, а ведомыми — блоки управления панельными конвейерами. БУК магистрального конвейера не осуществляет никаких функций управления панелью, а используется для передачи данных между ЦС и БУК-П. Данная технология позволяет управлять конвейерами, находящимися на удалении до 17 000 м от ЦС, а также повышает надёжность системы, так как помехи, которые могут возникнуть в сети PROFIBUS-DP панели (например в случае обрыва кабеля), не повлияют на сеть PROFIBUS-DP магистрали или других панелей.
Блоки управления конвейерами
Основным устройством, осуществляющим управление конвейером, является блок управления конвейером. БУК оснащён микропроцессорным контроллером семейства SIMATIC S7-300, который осуществляет сбор и обработку информации о состоянии датчиков, принимает команды на пуск и останов конвейера с ЦУ или местного поста и формирует управляющие воздействия на приводы конвейера. Информация о состоянии оборудования выводится на панель оператора на блоке БУК и передаётся для отображения в ЦУ.

Для сбора информации о состоянии датчиков БУК магистрального конвейера использует систему распределённого ввода-вывода. Устройство контроля состояния концевых выключателей и датчиков (рис. 2) имеет 8 дискретных и 2 импульсных входа, а также 2 релейных выхода. Входы устройства позволяют распознавать обрыв, короткое замыкание линии, замкнутое и разомкнутое состояния датчика. Импульсные входы улавливают импульсы длительностью от 5 мс и используются для контроля скорости ленты и барабанов, ведомых лентой.

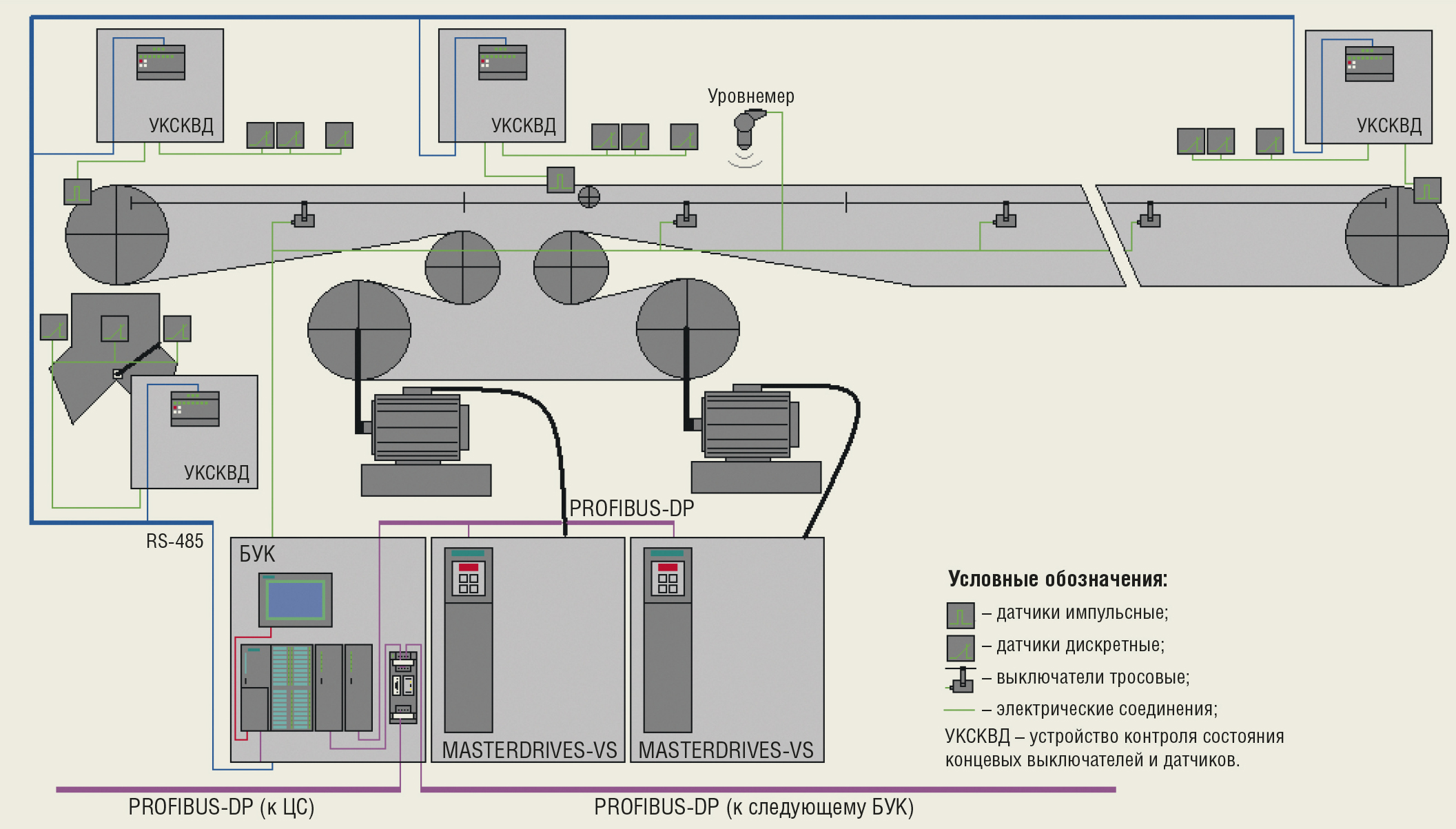
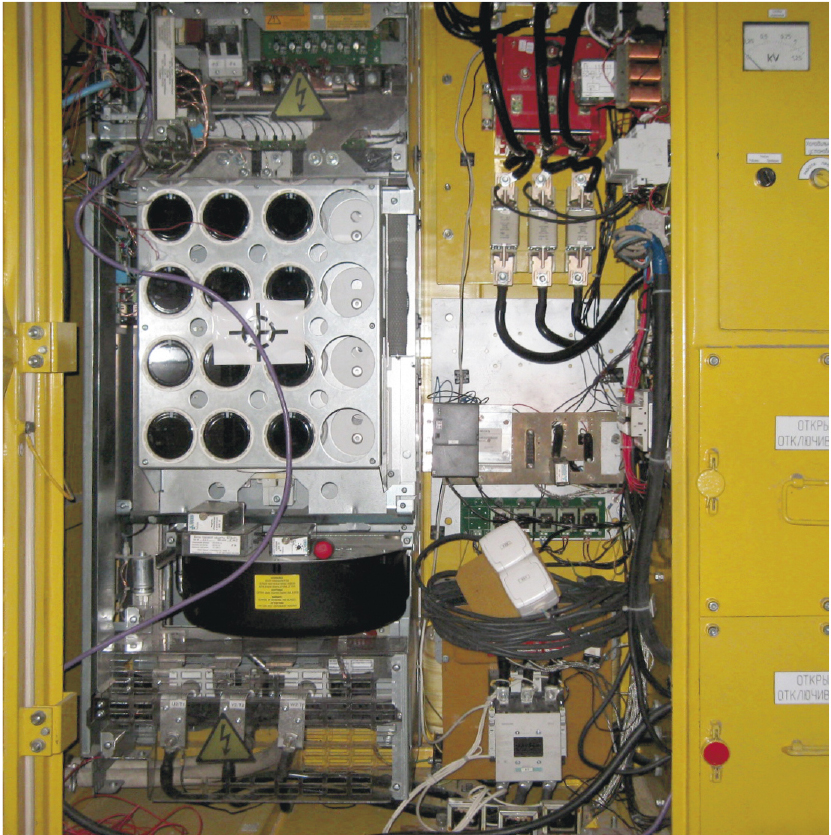
БУК магистрального конвейера имеет два варианта исполнения: для управления многодвигательным (до 4 двигателей) конвейером с приводами постоянной скорости и для частотно-регулируемых приводов (рис. 3). На рис. 4 приведена структурная схема магистрального конвейера с частотно-регулируемыми приводами, использующими преобразователи MASTERDRIVES фирмы Siemens.
В ходе работ по переводу конвейерного транспорта рудников на КМУК было принято решение создать упрощённый вариант блока управления для панельных конвейеров (рис. 5). Панельный конвейер оснащается меньшим количеством датчиков, поэтому применение системы распределённого ввода-вывода на нём неоправданно.

В качестве центрального устройства в БУК-П применён микропроцессорный контроллер SIMATIC S7-200, имеющий меньшие габариты и потребляющий меньше мощности, что позволило уменьшить габариты шкафа управления. В целом применение БУК-П для панельных конвейеров позволяет значительно сократить затраты на автоматизацию конвейеров и упростить их эксплуатацию.
При вводе в эксплуатацию блока БУК ему задаются необходимые настройки, определяющие количество датчиков, их описания, количество приводов, необходимые задержки и т.п.; эти настройки хранятся в энергонезависимой памяти контроллера БУК, а также в архиве ЦУ. При необходимости в ходе эксплуатации настройки могут быть изменены путём ввода с ЦУ или с операторской панели на самом блоке БУК.
Центральная станция
Центральная станция выполняет несколько функций. Во-первых, она служит «мостом» между сетями Ethernet и PROFIBUS-DP, что позволяет оптимизировать программное обеспечение и достичь приемлемого быстродействия при сравнительно низкой скорости полевой шины и значительном объёме данных. Во-вторых, ЦС формирует команды на запуск и остановку конвейеров в конвейерной линии в нужной последовательности, исключающей завалы перегрузочных течек. В-третьих, ЦС принимает от блоков БУК показания уровнемеров, установленных на конвейерах для контроля рудной нагрузки. По этим показаниям в режиме реального времени рассчитывается количество руды на разных участках конвейерной линии и определяется оптимальное задание скорости для конвейеров, оснащённых частотно-регулируемыми приводами.
Центр управления и АРМ оператора конвейерного транспорта
Центр управления состоит из ПЭВМ (по две ПЭВМ на каждый обслуживаемый горизонт), работающих под управлением операционной системы Microsoft Windows XP. Программное обеспечение для системы управления конвейерным транспортом реализовано на SCADA-пакете WinCC фирмы Siemens. Используются опции сервера и дублирования данных.
ЦУ обеспечивает выполнение перечисляемых далее функций.
- Отображение на дисплее в виде мнемосхем в режиме реального времени информации:
- о состоянии и режимах работы конвейеров;
- о состоянии датчиков и защит конвейера;
- о конфигурации датчиков, выходных сигналах, блокировках и защитах с их параметрами;
- о состоянии и положении шиберов;
- о состоянии ЦС;
- о количестве транспортируемой руды по конвейерам.
- Управление с ПЭВМ:
- выбор маршрутов конвейеров для запуска и останова;
- запуск и останов конвейеров, включённых в маршрут;
- перевод шиберов и секционных затворов.
- Выдача аварийных сообщений и извещений:
- об остановках конвейеров, работающих в режиме управления «Дистанционный», без команды оператора;
- о срывах процесса запуска или остановки групп (маршрутов) конвейеров с указанием конвейера, на котором произошёл срыв процесса;
- о нарушениях связи с блоками управления или центральной станцией;
- о переключении режимов работы конвейера;
- о работе конвейера в любом из режимов;
- об открытии дверки шкафа БУК;
- о срабатывании тепловой защиты;
- о пропадании напряжения питания БУК;
- о неисправности аккумулятора БУК;
- о несовпадении конфигурации конвейера на ЦС и в БУК;
- о неисправности средств технологической блокировки с впереди стоящими конвейерами;
- о текущих скоростях конвейера;
- о началах запуска конвейера с фиксацией режима его работы;
- о выходе конвейера на рабочий режим с фиксацией режима его работы.
Благодаря комплексному использованию оборудования и программных средств фирмы Siemens при разработке прикладного программного обеспечения для SCADA-пакета WinCC используются широкие возможности интеграции WinCC и среды программирования промышленных контроллеров Siemens пакета STEP7. Это позволяет исключить ошибки при задании адресов параметров, описывающих работу конвейера.

На рис. 6 представлен внешний вид основной мнемосхемы. Основная мнемосхема включает в себя:
-
мнемоническое изображение конвейеров, представляющих одно или несколько направлений (маршрутов);
-
мнемоническое изображение шиберов и затворов;
-
мнемоническое изображение секций контроля количества транспортируемой руды на конвейерах;
-
мнемоническое изображение центральных станций;
-
две строки журнала аварийных сообщений и извещений;
-
кнопки для переключения на окно журнала аварийных сообщений и извещений;
-
кнопку для перехода к окну просмотра исторических значений параметров (трендов).
Оператор получает информацию о состоянии конвейерного транспорта горизонта по мнемоническому изображению на основной мнемосхеме. При указании курсором на мнемоническое изображение конвейера и нажатии на правую кнопку мыши можно получить полную информацию о состоянии датчиков конвейера в окне, внешний вид которого приведён на рис. 7. В данном окне имеется мнемоническое изображение конвейера и приводной станции, включающей четыре электродвигателя.

Приведённая мнемосхема является типовой для всех видов магистральных конвейеров, так как на ней максимально представлено аппаратное обеспечение всего комплекса. Также разработаны типовые схемы для панельных конвейеров и конвейеров, оснащённых частотным приводом, и др.
В окнах системы информационного обеспечения реализованы всплывающие подсказки, появляющиеся при указании курсором мыши на элемент системы.

Окно конфигурирования датчиков конвейера (рис. 8) вызывается при нажатии на кнопку «Настройка» на мнемосхеме состояния датчика конвейера. При этом оператор не может изменять настройки параметров конвейера. Внесение изменений в настройки параметров конвейера возможно только после регистрации в системе пользователя, имеющего на это право. Зелёным цветом показаны текущие параметры работы конвейера из блока БУК, голубым цветом показаны параметры, находящиеся в ЦС. При несовпадении данных в ЦС и БУК те параметры в ЦС, которые отличаются от параметров в БУК, будут окрашены в жёлтый цвет.
Заключение
Внедрение КМУК на рудниках объединения позволило значительно повысить надёжность работы конвейерного транспорта и сократить время устранения неисправностей.
Создание системы управления грузопотоками на базе комплекса микропроцессорного управления конвейерами с учётом рудной нагрузки и с использованием частотно-регулируемых приводов (рис. 9) позволяет сократить количество электродвигателей на конвейере и существенно снизить потребление электроэнергии. Работы в этом направлении ведутся в объединении по целевой программе. ●
E-mail: Talyukin@mail.ru
Если вам понравился материал, кликните значок - вы поможете нам узнать, каким статьям и новостям следует отдавать предпочтение. Если вы хотите обсудить материал - не стесняйтесь оставлять свои комментарии : возможно, они будут полезны другим нашим читателям!



